

目次
現代の製造現場では、作業の機械化が進んでいます。加工・組立など、数十年前まで人の手のみで行われていた作業が自動化されているのです。
もちろん、機械ではまだまだ実現できない作業もあるでしょう。しかし、工場ではあらゆる機械・設備が作動しています。これらの機械・設備を連動させることで、生産効率を大幅に向上することが可能です。工場自動化の一助となっているのが、PLCという装置であることはみなさんご存知でしょうか。
PLCは有接点シーケンス制御という電磁リレーを用いた制御方法の代替として開発された装置で、以前より複雑な制御を行うことができるようになりました。
今回はPLCについて、定義やメリット、動かすための方法などを解説していきます。
PLC(シーケンサ)は機械の制御に欠かせない存在

PLCとは、機械を自動的に制御する装置です。正式名称はProgrammable Logic Controller(プログラマブルロジックコントローラ)ですが、この頭文字を取ってPLCと一般的に呼ばれています。また、大手PLCベンダーの三菱電機が「シーケンサ」という商品名で販売していますが、用途などは同じです。
PLCは「シーケンス制御」という考え方を元に作動します。シーケンス制御は日本工業規格(JIS)で以下のように定義されています。
あらかじめ定められた順序又は手続きに従って制御の各段階を逐次進めていく制御。
引用:JIS Z 8116:1994 自動制御用語-一般
すなわちPLCは、ケースバイケースによって動作を変更するのではなく、機械が実行する動作を事前に順序付けて記憶させることで効率的に機械を動かせる装置、ということです。
エアコンや全自動洗濯機など、家庭用電化製品をはじめ、エレベーターや信号機、自動販売機、自動ドアなど身近な設備まで、日常的にさまざまな目的で使用されています。それだけでなく、ボイラーやポンプ、工場の自動化設備、発電所・変電所など、あらゆる分野で活躍している装置です。中でもコンベアや加工・組立機械の制御はPLCによって格段に向上し、製造現場のFA(ファクトリーオートメーション)に大きく寄与しています。
PLCの種類は主に2つ
PLCの主な構成は以下の通りです。
- 入力装置
信号を取得する。スイッチやセンサーなどを指す。
- 電源装置
電源の供給を行う。
- 記憶装置
機器を動かすためのプログラムを記憶する。
- 演算装置
プログラムを実行する。
- 出力装置
外部機器に演算結果を出力する。
PLCにはこれらのユニットが一体となっているパッケージタイプと、それぞれがパーツでわかれているビルディングタイプの2種類が存在します。
パッケージ(コンパクト)タイプの特徴
パッケージタイプは各ユニットが一体となっているため、手軽に購入することができ、かつ比較的安価です。ただし機能が限定的で、拡張性の面では劣ります。
ビルディング(ブロック)タイプの特徴
ビルディングタイプは各ユニットを自由にカスタマイズできるので、必要に応じて機能を増減することができます。PLCに関する知識が必要で導入のハードルは高いですが、より複雑なプログラムにも対応可能です。
PLCを導入するメリット

現代の工場において、シーケンス制御は生産ラインを効率化するために必須となっています。しかし、シーケンス制御はPLCを用いずとも、従来使われていた電磁リレーなどの電気制御機器でも可能です。では、PLCには具体的にどのようなメリットがあるのでしょうか。
小型なため、省スペース
PLCは比較的コンパクトな設計のため、収納する制御盤も小型にできます。場合によってはハガキ程度の大きさにもすることが可能です。電磁リレーなどの場合、配線を接続してリレー同士を直接接続しなければなりません。したがって、制御装置も大きくならざるをえず、設置スペースの肥大化に繋がるのです。この方法を有接点シーケンス制御といいます。しかし、PLCはリレーの配線が不要なため、小型化が可能になりました。工場はあらゆる機械、装置を配置する必要があるため、スペースの確保は重要な課題です。PLCを用いることでスペースの有効活用が実現できます。
動作の変更が容易
機械や装置を一度設定した後、変更したくなる時があるでしょう。その場合にも、PLCは便利な装置です。生産する製品・品数によって変更したり、改良を加えたりする際、有接点シーケンス制御の場合、電気部品の増減や接続する配線のやり直しなど、手間と時間がとてつもなくかかってしまいます。しかしPLCはプログラミング言語で機械や設備を動かすため、プログラミングコードを変更するだけで変更・改良が可能です。
PLCの作動に必要なプログラミング方式は4通り

先述した通り、PLCはプログラミングによって想定される動作を書き込み、機械や設備に指示を出す装置です。では、PLCを動かすにはどのようなプログラミング言語を用いるのでしょうか。まず、PLCのプログラミング方式は以下の4つです。
- ラダー方式
- フローチャート方式
- ステップラダー方式
- SFC(Sequential Function Chart)方式
この4つの方式の中で、最も使用されるのが「ラダー方式」です。
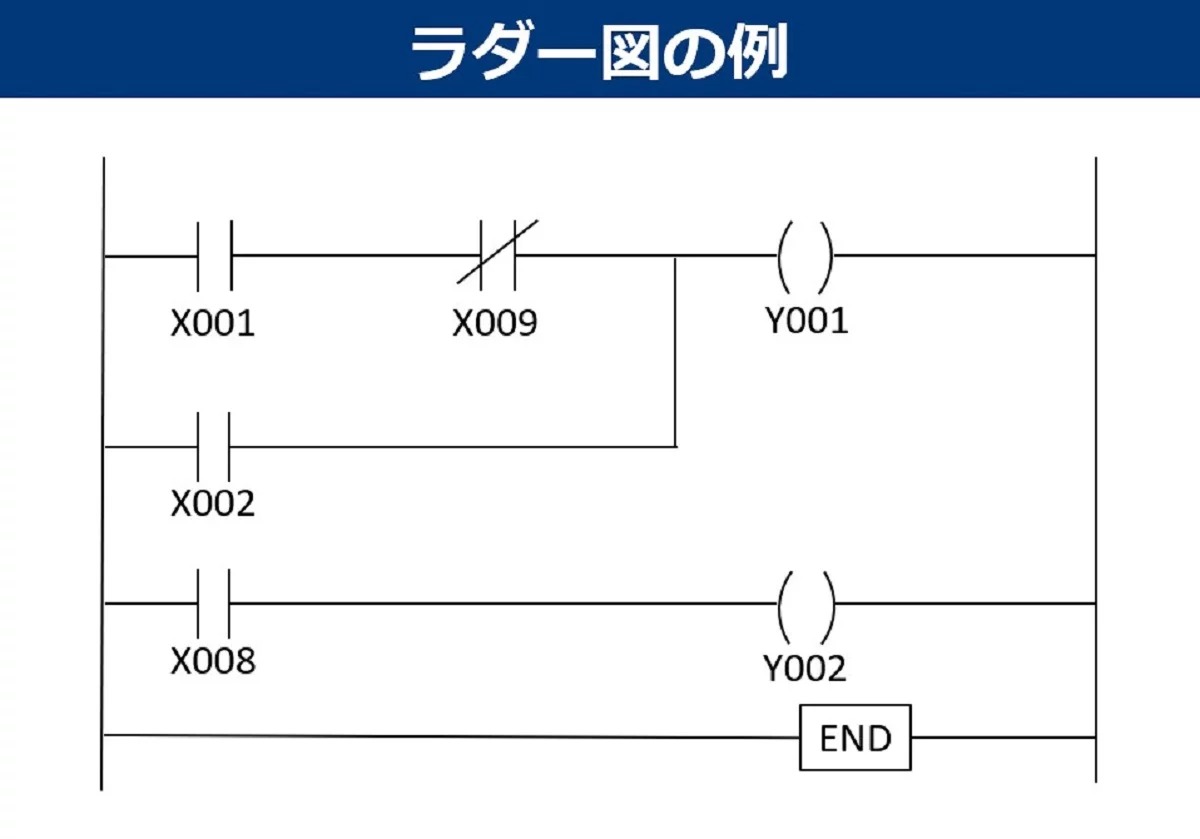
ラダー方式とは
ラダー方式で作られたプログラムをラダー図といい、こちらの名称のほうが一般的です。なぜこの方式が選ばれているのかというと、プログラミングをする技術者にとって理解しやすく、安全性が高いためです。
もともと有接点シーケンス制御では、シーケンス図という図を使って端子の接点や配線などの回路図を表していました。その後、PLCが登場しましたが、いかに使いこなせるかが課題となったのです。そこで、シーケンス図と同じような形、用途でプログラミングできるラダー方式が開発され、PLCを使う技術者が増えました。なお、梯子(ladder)の形に似ているため、「ラダー」と名付けられています。
これまでPLCのメリットを中心に解説してきましたが、有接点シーケンス制御には装置のコストがPLCに比べて低い、という利点があります。したがって、有接点シーケンス制御によって動かしている機械や設備も数多く存在するのです。
また、同じ制御盤の中でPLCと電磁リレーを併用している制御回路も存在するため、両方の取り扱いについて知っておかなければならない可能性もあります。したがって、PLCを活用する場合は、有接点シーケンス制御と親和性が高く、類似点の多いラダー方式を選ぶようにしましょう。
PLCでお悩みの際はご相談を
PLCは今回ご紹介したように省スペースで、安全に動作順序のコントロール、周辺機器との連携などが可能にする装置です。
PLCの導入を検討している際は、ぜひアウトソーシングテクノロジーへご相談ください。ソフトウェア開発/改造・デバッグから現地調整・立ち上げまで、豊富な知識と経験を兼ね備えたエンジニアが総合的に支援いたします。
参照:PLCソフトウェア開発 | OSTECH GROUP ソリューションサービスサイト
